欢迎光临~2024澳门2024免费原料网1273

0373-54338880373-7022565
0373-54338880373-7022565

更新日期:2018-05-16 20:39:03
优化水路结构可以提高开模周期,从而提高生产效率。
很多客户经常会提到冷却水路问题,永丰模具总结国内并结合国外多年(汽车注塑模具,家电注塑模具)设计经验总结出自己一套设计标准。如下:
冷却水路设计要点:
尽最大努力保证模具的热平衡,使模具各部位温度均匀.
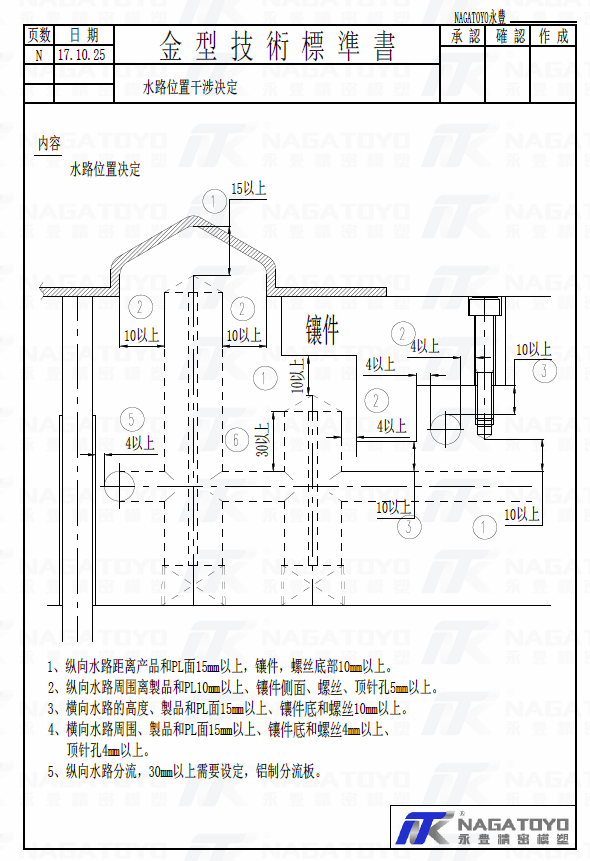
冷却水孔位置:
1.冷却水离塑料件位置尽量相等,距离10-15mm较为合宜。
2.水孔不宜靠近溶胶最后溶解的地方。
3.水路的水管尽量避免与模具上的其他结构(例如:顶杆、司筒、斜顶、小镶件、侧边抽芯、定距分型结构)发生干涉
4.定模镶件的运水位置尽量接近胶位,对于小型模具,动模镶件冷却水路尽量走外圈,大型模具的话,水路需要多层设计。
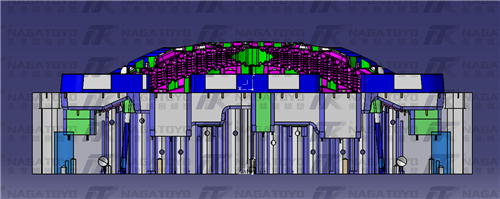
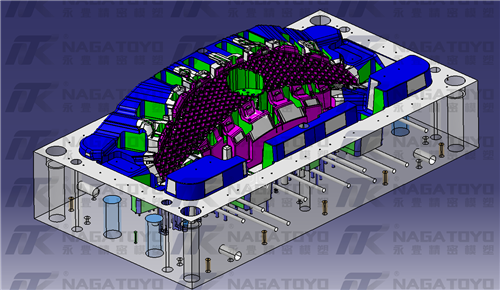
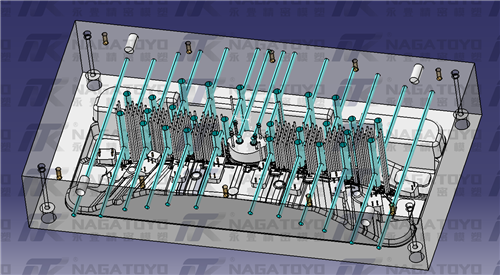
成功案例:
某汽车品牌注塑模具格栅
销售经理:18337377787
采购经理:0373-7022565
电 话:0373-5433888
传 真:0373-5433868
地 址:新乡市宏力大道西贾桥工业区12号
备案号:豫ICP备16026643号-1
